製品紹介 product
銅合金鋳物(砲金、ブロンズ、青銅鋳物)の製造を中心に、その他非鉄金属・鉄系素材を幅広く取り扱っています。
鋳造後は荒加工を行い、お客様のご要望に応じ各検査・刻印を行い出荷致します。
青銅鋳物は船舶艤装品・機械部品を中心に、多種多様に利用されています。
小型単品から大型製品、試作品から数物まで対応可能です。
小径ブッシュ1つからでも御受け致します、どのような製品・形状・材質もご気軽にご相談ください。
( お問い合わせの多い個人様への販売も行っております。 )
|
|
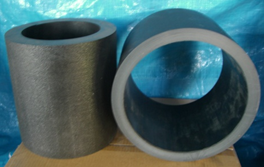
 ブッシュ、スリーブ、メタル ブッシュ、スリーブ、メタル青銅・真鍮・高力黄銅の丸棒 |
 割りメタル、ベアリングディスク 割りメタル、ベアリングディスク板材、パッキンケース |
 割りグランド、シール押え 割りグランド、シール押えライナー、ディスク、ブッシュ |
 大径ブッシュ つば外径770mmΦ 大径ブッシュ つば外径770mmΦ |
 ベアリングディスク 外径1600mmΦ ベアリングディスク 外径1600mmΦ |
 小型船舶用ブラケット 小型船舶用ブラケット |
 SUS304 スリーブ SUS304 スリーブSUS3016L スリーブ |
 SUS304 スリーブ SUS304 スリーブSUS316 底付きスリーブ |
 フェノール樹脂 ブッシュ フェノール樹脂 ブッシュ |
 CAC403 ブッシュ CAC403 ブッシュCAC603 ブッシュ ※仕上げ加工品(完成品) |
 CAC403 ツバ付きブッシュ CAC403 ツバ付きブッシュ※仕上げ加工品(完成品) |
 SS400 ボルト製品 SS400 ボルト製品※円筒研磨前 |
製品ができるまで manufacturing process
お見積りから出荷まで通常納期1か月頂いておりますが、短納期対応も可能です。
木型があり鋳造のタイミングが合えば、最短で翌日の出荷が可能です。
納期はお気軽にご相談ください。
機械設備・船舶の修繕など至急調達が必要な場合にも、スピーディーに対応致します。
(各種試験が必要な場合などはご相談ください)
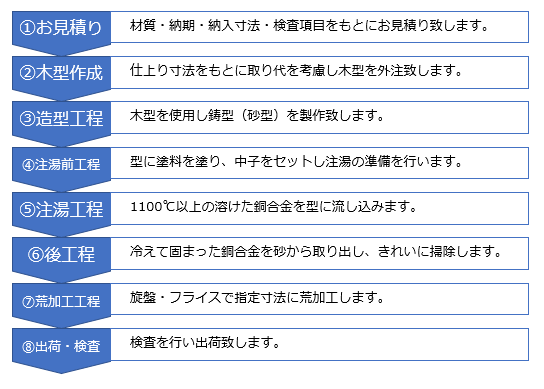
①お見積り
材質、仕上り寸法、納入寸法、納期、検査の有無などを元にお見積りを行います。
1個からでもお見積り・鋳造可能です。お気軽にお問い合わせください。
②木型の作成
仕上り形状を元に木型を作成します。
木型は加工代(納入寸法または仕上寸法までの加工余肉)や、縮代、鋳造法案も考慮する必要があります。
弊社ではほとんどは木型屋への外注となります。(一部を内作しております)
・ 縮代(ちぢみしろ)… 金属が液体から個体に変化するときの凝固収縮代、10~20/1000㎜ほど材質に合わせ勘案します。
・ 鋳造法案(ちゅうぞうほうあん)… 溶湯の鋳込み方(溶けた金属の入れかた)、湯道や押湯などの決定。
・ 溶湯(ようとう)… 湯とも呼ばれる。固体の金属に熱を加え高温にして溶解し液体状態になったもの、銅合金は1000~1200度程。
・ 湯道(ゆみち、ゆどう)… 溶湯の流れる通り道。
・ 押し湯(おしゆ)… 堰(せき)とも呼ばれる。製品部分が凝固収縮を行う際、その収縮を補うために鋳物に取付けた湯溜まり。
・ 中子(なかご)… 芯とも呼ばれる。鋳造品において中に空洞があるものを製造する際、空洞にあたる部分として鋳型の中にはめこむ砂型。
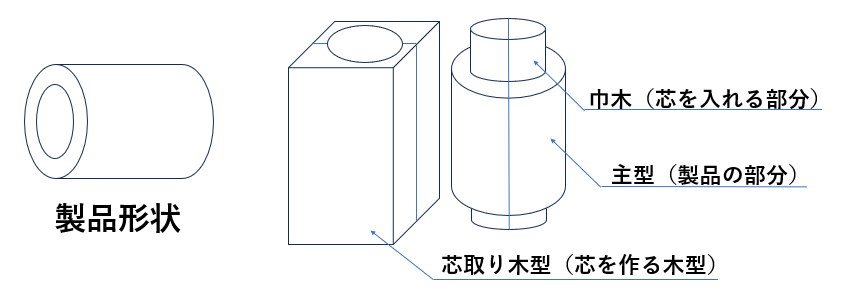
③造型・抜型工程
木型を使用し砂型を作成する工程です。
鋳枠の中に木型を入れ鋳物砂を充填します、そして木型(主型・上がり・湯口)を抜型して鋳型を作ります。
また同時に芯取り木型を用いて中子(芯)を作成します。
・鋳型(いがた)… 鋳物を鋳造するための型、鋳物砂で作るので砂型、単に型とも呼ばれる。
・鋳枠(いわく)… 鋳型をつくる時、周囲を囲って砂を保持するための枠(木、鉄、アルミなど様々)。
・上がり(あがり)… 注湯の際にガス・空気を抜くための穴。
・注湯(ちゅうとう)… 溶けた湯(金属)を鋳型に流しいれること。
・湯口(ゆぐち)… 湯を流しいれる入口、湯口が押し湯を兼ねることもある。
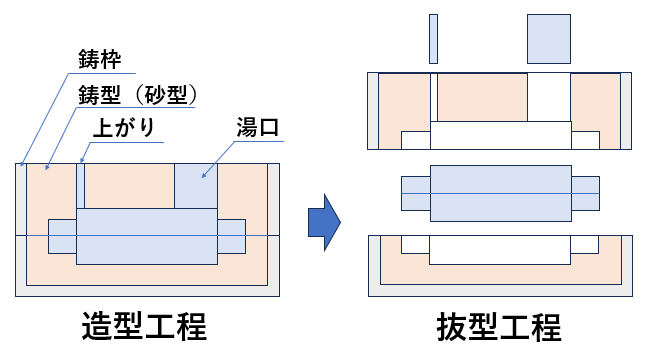
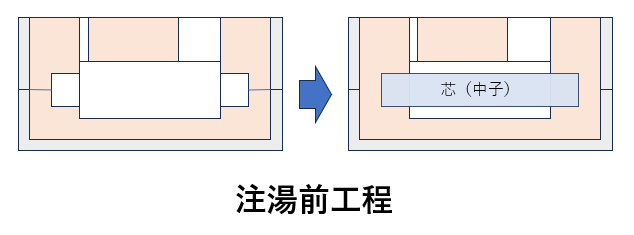
④注湯前工程、⑤注湯工程
作成した鋳型と中子に塗型剤を塗り、注湯する準備を行います。
中子は主型の巾木にセットし、下型に上型を重ね(被せ)おもりや万力等で鋳型を封印します。
この為、注湯前工程は「被せ」工程とも呼ばれます。
被せ工程が終わると次は注湯工程です。
湯とも呼ばれる液体状態になった1000~1200度程の銅合金を、砂型に流し込みます。
右図の中子周辺の間隙部(白い部分)に湯が入り製品となります。
・塗型剤… 砂型に塗る保護塗料。砂型の強度アップ、鋳肌仕上りの向上、種々の鋳造欠陥の低減などを目的とする。
・鋳肌(いはだ)… 黒皮(くろかわ)とも言う。鋳肌は溶けた金属と砂型との接触面、また鋳造後の鋳造製品の表面部分を指す。
⑤後工程
型ばらし工程とも呼ばれ、鋳物をきれいに掃除する工程です。
鋳物から砂(主型)を落とし、中子を削岩機等で抜き取ります。
堰や上がり、湯口・湯道を切断し、鋳型の合わせ面に発生したバリをグラインダーで除去します。
最後にショットブラストで鋳肌を綺麗にして鋳物(黒皮品)の完成です。
⑥加工工程、⑦検査出荷
黒皮品を旋盤などの工作機を使い粗加工/仕上げ加工します。
お打合せを元に種々の検査を実施し出荷致します。